Appearence: in weathering the bright metal gradually
takes on an even matt grey appearance, the result of a patina of basic zinc
carbonate forming on the surface. Generally zinc sheet is left in its natural
weathered state, which blends well with most other building materials.
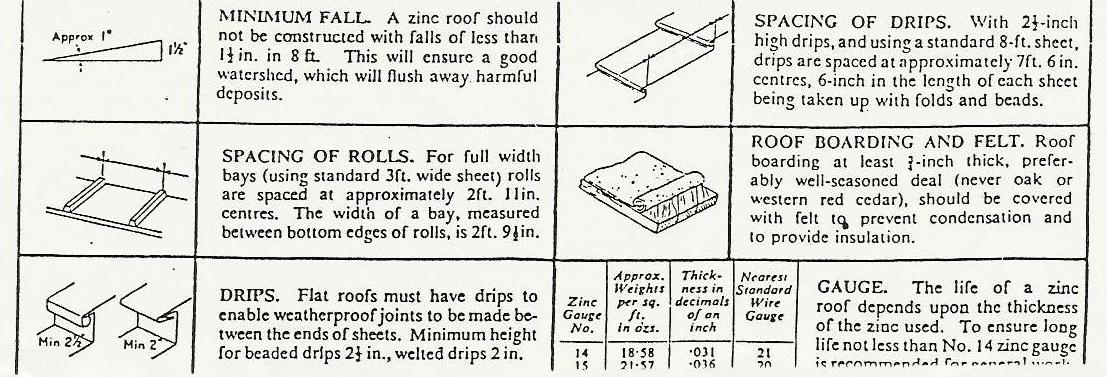
Life: The life of the zinc roofing is proportionate
to the thickness of zinc used. A thickness of 0.8mm (14 gauge), the minimum
accepted as good practice, should give a maintenance – free life of
about forty years for roofing in average urban conditions and longer in rural
and marine atmospheres. Steeply pitched roofs, which are more readily washed
clean of deposits in urban atmospheres, should give a maintenance- free life
of sixty years.
Contact with other materials: Zinc can be fixed in
contact with iron and steel, aluminium and lead without risk of significant
electrolytic corrosion. It should not be used in contact with copper and water
draining from copper, and copper alloys should not be discharged on to zinc.
Zinc is not affected by Portland cement concrete or mortar, but where zinc
flashings are embedded in walling, materials that contain soluble salts it
is advisable to coat the metal with hard drying bitumen paint.
Zinc can be fixed in contact with seasoned soft woods and most other timbers,
but should not be laid in direct contact with nor receive drainage from western
red cedar, oak, or sweet chestnut, since such timbers contain organic acids
that can stimulate corrosion of non- ferrous metals. Contact with softwoods
impregnated with preservative or fire retardant solutions is not likely to
cause trouble but the corrosivity of the solution should be checked.
Forming: Zinc sheets and strip are manufactured 910mm
(3ft) wide and the standard length is 2450 (8ft) .The material is ductile
and be readily folded with hand tools, but as far as is practicable panels
for roofing and ancillary pieces are preformed by machine to ensure straightness
of the folds and visual quality. When required zinc can be readily soldered.
Thickness and weight
| Thickness | mm | 0.6 | 0.7 | 0.8 | 0.9 | 1.0 |
| Weight | kg/m2 | 4.32 | 5.04 | 5.76 | 6.48 | 7.20 |
| Equivalent zinc gauge | --- | 12 | 13 | 14 | 15 | 16 |
Substructure: Zinc roofing requires full support from
the substructure which should be wind tight. As laid the weight of zinc roofing
is 7 to 10 kg/m2 – not a major factor in determining the load- bearing
strength required.
Avoid constructions that can allow vapour laden air to filter through the
substructure to condense on the underside of the zinc, since such condensation
can cause (white rust) corrosion. Some forms of substructure may require ventilation
or the inclusion of a vapour barrier.
An underlay will help the underside of the metal to breathe, it should be
in a dry state when the zinc is laid.
With concrete substructures an underlay is essential, and is recommended on
timber surfaces, but may not be necessary with some types of composition board.
It will help to reduce `drumming` on the metal surface by heavy rainfall.
A suitable underlay is an open textured impregnated felt such as defined under
BS 147. Material that is impervious or liable to become tacky in service should
not be used.
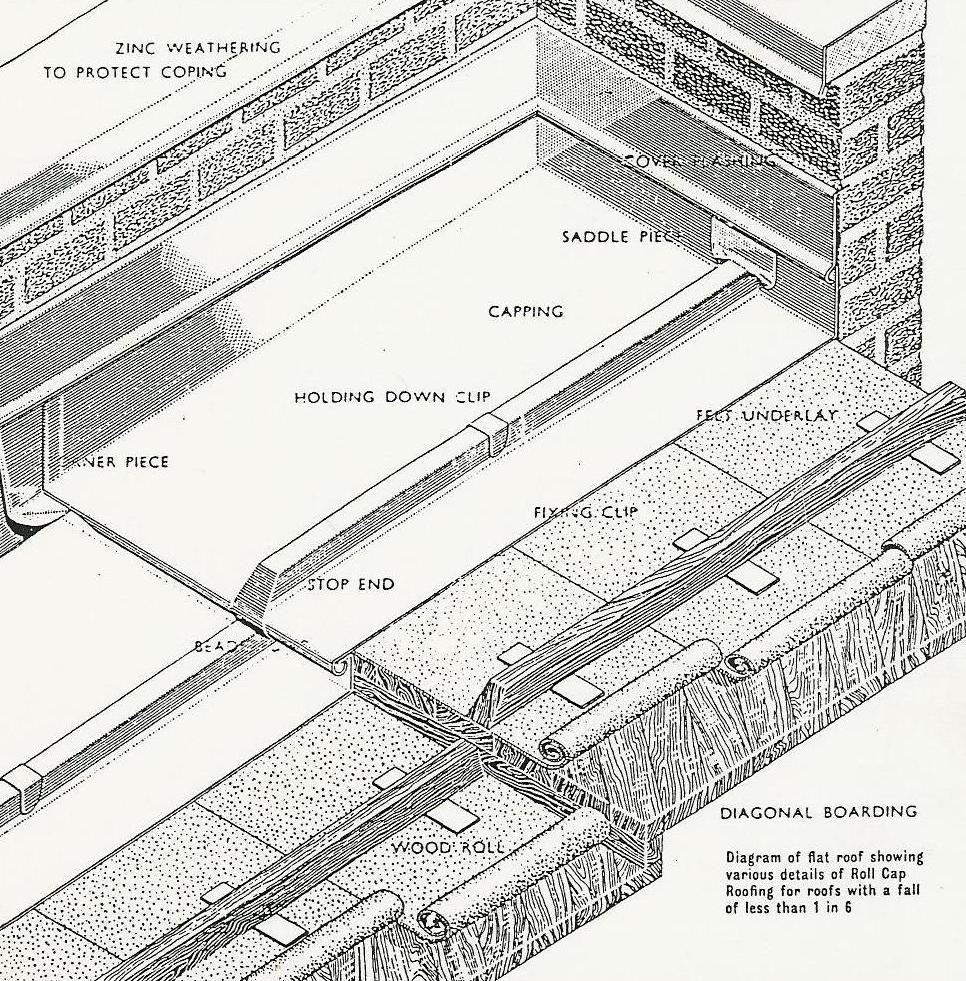
Timber boarding should be laid in the direction of the fall, or diagonally
with the heads of nails well punched down, and screws countersunk.
Concrete surfaces should be laid to an even fall and have a smooth finish.
A flat zinc roof should have a fall of at least 1 in 60.
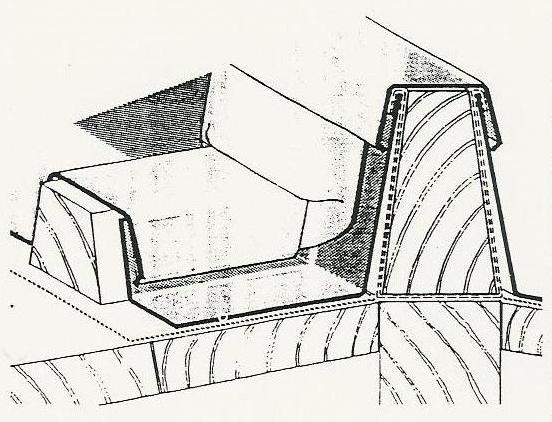
Fig. 15
A batten roll ridge on a batten roof. The ridge batten roll should be at least twice the height of the foof battens. If this is not done the ridge capping has to be cut and fitted over each batten roll as in Fig. 20 & 21.
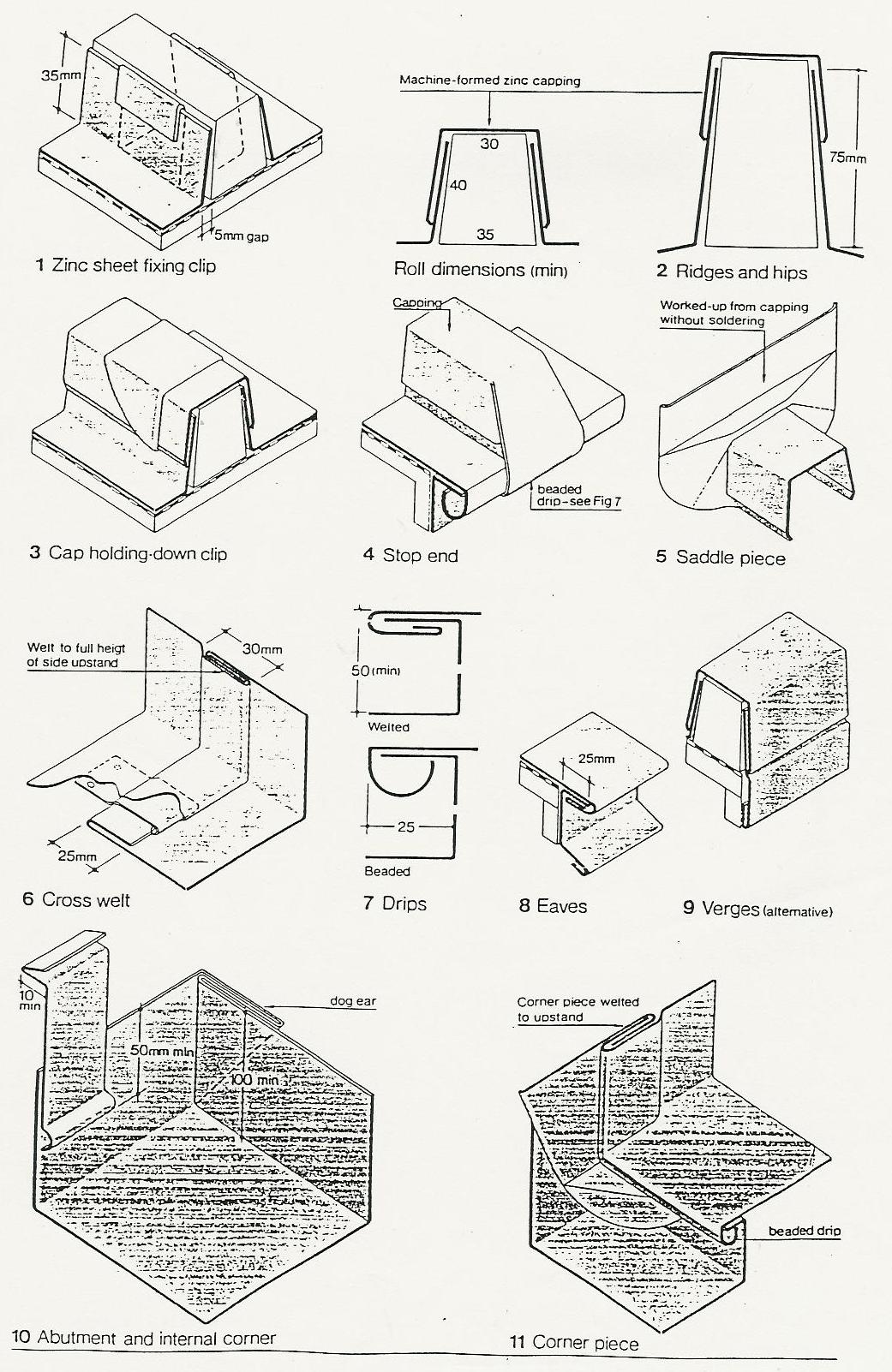
Rolls
The panels are preformed before being placed in position. Sides are turned
up 38mm to fit against rolls and 100mm at abutments, leaving 5mm space at
the angle to allow for thermal movement. A half stop is formed at the junction
of the upstands at the eaves, bead or welt, providing weathering at the most
exposed area of the roof. This is formed,
Without soldering, by trimming the the corner of the sheet to a radius and
bending the upstand into position against the roll. Zinc sheet fixing clips,
spaced along the rolls at no more than 1m intervals secure the panels at the
sides.
Clips at the upper and lower ends of sheets should not be more than 75mm from
the drip, eaves or abutment. Ends of panels are turned up at least 75mm at
ridges and hips, the wood roll being 35mm higher than the intersecting roof
rolls. The section above this line
Is similar to that of the roof rolls to take the standard roll capping. The
roll capping is a standard machine formed component made to suit a standard
size roll and should use the same thickness of zinc as the roof covering.
It is fixed in lengths of not more than 1.1m
With holding down clips that join and secure each length without nails projecting
through the exposed surface of the zinc. Lower ends of cappings at eaves and
drips are finished with a folded stop end. At upper ends to abutments , ridges
and drips, a folded or soldered saddle piece is inserted.
Cross welts
For joints across the fall of roofs of 15 degrees pitch or more, the upper end of a panel is preformed with a half welt 30mm wide to engage with a similar half welt 25mm wide on the lower end of the panel above. When long strip systems are used, welt allowances must be increased to avoid disengagement. The welt is taken to the full height of the turn up at the sides. Welts are secured with zinc clips, two to each bay, fixed to the sub-structure with galvanized clout nails or other appropriate fixings.
Drips
For roof pitches below 15 degrees, joints across the fall should be of a drip
at least 65mm deep. The panel edges engage as a welt or beaded joint. The
use of long strip zinc can reduce the need for drips.
Eaves and verges
Where a roof discharges into a fascia gutter, the finish at eaves is by means
of a preformed apron or T-piece which is folded out 25mm to engage with the
welted ends
of the panels.
Aprons wider than 100mm should have the lower edge fixed in lengths not exceeding
2.5 m with lapped joints not less than 50mm wide.
Verges may be finished similarly to eaves, or with a roll and apron. Due care
must be taken that where local conditions of exposure demand, verge panels
are reduced and clipping increased, especially at verge eaves corners.
Abutments
At abutments the roof covering is turned up not less than 100mm and usually
not greater
Than 150mm . The upstand being weathered by a preformed zinc apron flashing
to give 50mm cover. The apron flashing is fixed in lengths not more than 2.5
m with lapped joints 50mm wide and with the top edge turned into the wall
at least 25mm and wedged at 600mm centers . Pitched flashings fixed to brick
walls are stepped and each step is turned into the wall and wedged. The free
edge of the flashing should be stiffened with a half bead or welt.
Internal corners of upstands are folded as dog-ears and external corners are
made by cutting the zinc and soldering on gusset pieces. The junction between
a drip and an
Abutment upstand is formed by inserting a corner piece and welting it to the
adjoining panel.
Gutters
The design and fixing of zinc sheet linings to box and parapet gutters follows
the same principles as for roof coverings. A valley on a pitched roof may
be formed as a box gutter, or from a separate sheet of zinc 450mm girth, preformed
in lengths and with welted joints between each length and the adjoining sheets.
Centre valleys between tiled or slated roofs may be formed as continuous linings
from strip zinc or as fabricated sections soldered together.
This latter method may be chosen when access is difficult or where roof geometry
demands.